- Cataloghi
- SDT Ultrasound Solutions
- Air leak survey
Air leak survey

Air leak survey
La guida sottolinea l'importanza di rilevare e correggere le perdite nelle reti di aria compressa per migliorare l'efficienza energetica e ridurre i costi operativi.
- Utilizzo e Consumo Energetico: L'aria compressa rappresenta il 15% del consumo elettrico industriale in Italia, ma la sua produzione è costosa.
- Rendimento: L'efficienza è bassa, con oltre il 90% dell'energia persa come calore.
- Costo: La produzione di un metro cubo a 7 bar richiede circa 200 Wh.
- Perdite: Le perdite possono rappresentare il 30-40% della produzione.
- Produzione di Ultrasuoni: Le perdite generano ultrasuoni a causa della turbolenza.
- Funzionamento del Rilevatore SDT: Converte segnali ultrasonori in frequenze udibili per individuare le perdite.
- Selezione del Sensore: Dipende dalla distanza e dall'accessibilità del punto da ispezionare.
- Tipi di Sensori: Sensore intero, flessibile, cono acustico o EDS, e parabolico.
Metodi per quantificare le perdite di aria compressa per valutare l'impatto economico e pianificare interventi correttivi.
- Strategia Efficace: Ideare una procedura chiara e formare il personale.
L'eliminazione delle perdite è cruciale per ottimizzare i costi. L'investimento in strumenti di rilevamento è minimo rispetto ai risparmi potenziali.
Ideale per rilevare perdite a distanze superiori a 6 metri, con capacità fino a 30 metri grazie alla sua sensibilità e direzionalità.
La scelta dipende dalla distanza e dalla densità degli impianti pneumatici.
Consigliato iniziare con l'EDS o il sensore parabolico, impostando l'amplificazione al massimo.
Consigliate tecniche come schermatura e gestione della riflessione per migliorare il rilevamento.
Disponibili per ambienti esplosivi, conformi alla direttiva ATEX 94/9/CE.
SDT ha sviluppato un calcolatore per valutare il rapporto tra dBuV e m³/h.
Richiede un programma strutturato con obiettivi chiari e coinvolgimento del personale.
Fondamentale per monitorare l'efficacia della campagna e gestire i dati storici.
Le perdite rappresentano un problema ambientale ed economico.
Registrare la data e il nome del responsabile della riparazione e verifica.
Una campagna proattiva può quantificare i risparmi e motivare le aziende a implementare programmi di gestione energetica.
La rilevazione delle perdite è cruciale per una gestione energetica attiva.
SDT International s.a., Bruxelles, Belgio. Tel: ++32.2.332.32.25, Fax: ++32.2.376.27.07, Email: [email protected], Sito web: www.sdt.eu
Estratti del catalogo

Guida per la chiusura perdite nelle reti ad aria compressa per uso industriale
Aprire il catalogo a pagina 1
Copyright 2014 SDT International n.v. s.a. Seconda edizione, versione italiana. Tutti i diritti riservati. Non è consentita la riproduzione né la duplicazione, in qualsiasi forma, integrale o parziale, del presente documento, senza l’autorizzazione scritta di: SDT International n.v. s.a. Bd. de l’Humanité 415, B – 1190 Brussels (BELGIUM) Tel: ++32.2.332.32.25 Fax: ++32.2.376.27.07 e-mail: [email protected] web page: http://www.sdt.eu
Aprire il catalogo a pagina 2
L'obiettivo di SDT è fornire soluzioni ad ultrasuoni che danno ai propri clienti una maggiore comprensione della salute della loro fabbrica SDT li aiuta a prevedere i guasti, a controllare i costi energetici e a migliorare la qualità del prodotto, contribuendo alla riduzione del fermo macchina delle loro attività. Il nostro know how copre una vasta gamma di applicazioni: prove di tenuta, rilevamento di perdite di fluidi gassosi, monitoraggio di scaricatori di condensa, monitoraggio delle macchine rotanti, follow-up di lubrificazione e il controllo delle apparecchiature elettriche ad alta tensione...
Aprire il catalogo a pagina 3
1. Qualche dato sull’aria compressa 1.1 L'ARIA COMPRESSA E AMPIAMENTE UTILIZZATA E ENERGIVORA L'aria compressa è facile da produrre. La produzione non genera inquinamento o rifiuti. Esso utilizza componenti poco costosi e robusti.E' facile da trasportare con una rete di tubazioni conveniente. Non vi è alcun rischio in caso di perdite accidentali. Questi punti di forza spiegano che l'aria compressa è la quarta energia più utilizzata nell'industria, dopo l’ elettricità, gas naturale e acqua. In media, rappresenta il 15 % del consumo di elettricità industriale in Italia . Tuttavia, il suo uso non...
Aprire il catalogo a pagina 6
IL RENDIMENTO E’ MOLTO BASSO Ciò riguarda l’efficienza termodinamica. Attualmente più del 90% dell’energia elettrica consumata viene persa, in particolare sotto forma di calore. Nei casi migliori, il 10% di tale energia viene convertita in energia meccanica trasportata dal fluido. Normalmente, l’energia usata a mala pena arriva al 8%, specialmente quando non vengono messe in atto campagne di ricerca delle perdite. Ecco perché l’aria compressa è così cara. Prestazioni generali di un impianto ottimizzato 1.3 QUAL’E’ IL COSTO DELL’ARIA COMPRESSA? Mentre tutti conoscono il prezzo al kWh di elettricità,...
Aprire il catalogo a pagina 7
QUAL’E’ IL COSTO DI UNA PERDITA? Considerando un prezzo medio di € 0.085/kWh per 8.700 ore di utilizzo all’anno, la tabella sotto offre degli esempi di perdite economiche annuali: Diametro (mm) Perdita (€/anno) Ovviamente, questi numeri devono essere moltiplicati per il numero delle perdite 1.5 PERDITE: UNO SPRECO INACCETTABILE Generalmente parlando, le perdite non hanno un impatto sulla produzione e non rappresentano un pericolo per la salute. Sono inodori, incolori e solitamente non udibili negli ambienti industriali. Tuttavia le perdite rappresentano il 30-40% della produzione di aria compressa....
Aprire il catalogo a pagina 8
Distribuzione media del consumo di aria compressa nell'industria L' ELIMINAZIONE DELLE PERDITE E UNA PRIORITA ASSOLUTA L'eliminazione delle perdite non è l'unico modo per ottimizzare il costo dell’ aria compressa. Non bisogna trascurare l'ottimizzazione della produzione (controllo, velocità variabile e recupero di calore) e delle fasi di processo (asciugatrici, filtri e condensatori). A questi tipi di interventi va data la massima priorità. L’investimento richiesto è minimo. Bastano 2 ore per diventare abili nell’uso di uno strumento SDT. La ricerca delle perdite è relativamente semplice. Risultato,...
Aprire il catalogo a pagina 9
2. Rilevare le perdite ascoltando gli ultrasuoni che esse producono 2.1 LE PERDITE PRODUCONO ULTRASUONI E' quindi fondamentale capire cosa sono gli ultrasuoni e come si relazionano alle perdite per rilevarle in modo corretto. Suoni e ultrasuoni sono vibrazioni meccaniche della materia. L’ultrasuono è lo stesso tipo di vibrazione del suono, ma ad una frequenza maggiore di 20 kHz, che è non udibile dall’orecchio umano, il quale ascolta in una gamma compresa tra 15Hz e 20Hz. Rispetto alla emissione diffusa del suono, gli ultrasuoni si distribuiscono in modo concentrato in una direzione. Essi possono...
Aprire il catalogo a pagina 10
La funzione principale del rilevatore SDT è di convertire segnali ad alta frequenza in segnali udibili. Si noti che la banda di frequenza centrale del rivelatore può essere regolato su una frequenza specifica tra 15,1 e 190,7 kHz; la frequenza di default è 38.4 kHz. Le bande di frequenza sono utilizzati a seconda del tipo di suono da rilevare Ai fini della rilevazione, un rilevatore SDT è sensibile solo alle vibrazioni ultrasonore. Si ripristina gli effetti di turbolenza, cioè il suono della perdita e quantifica questa perdita in dBuV. 2.3 QUINDI IL SENSORE AD ULTRASUONI È IL MIGLIOR ATTREZZO...
Aprire il catalogo a pagina 11
3. Rilevare le perdite con un kit SDT 3.1 GUIDA ALLA SELEZIONE DEL SENSORE Il sensore viene selezionato sulla base di due parametri: la distanza del punto da ispezionare dall'apparecchiatura e la facilità di accesso. Sensore intero Sia il Rilevatore SDT200 che il SDT270 sono dotati di un sensore interno. È il sensore ideale quando le aree da ispezionare sono facilmente e direttamente accessibili e situate vicino all'operatore. In generale, quando la distanza area d’ispezione/sensore è meno di un metro. Il cono di precisione è particolarmente utile. La localizzazione delle perdite diventa più...
Aprire il catalogo a pagina 12
Cono Acustico o EDS (Extended Distance Sensor) Il cono EDS si avvita sul sensore interno. Il cono acustico ha due proprietà che sono particolarmente utili per l'ispettore: aumenta la sensibilità del sensore interno di 12 dB (*) ed è altamente direzionale, il che significa che migliora la localizzazione della perdita rispetto al solo sensore interno. (*) 12 dB significa che il sensore interno dotato di EDS è 4 volte più sensibile Questo sostanziale aumento della sensibilità consente all'operatore di stare da 4 fino a 6 metri di distanza dalla zona da ispezionare. La direzionalità consente di determinare...
Aprire il catalogo a pagina 13Tutti i cataloghi e le schede tecniche SDT Ultrasound Solutions
 CONMONSense
CONMONSense2 Pagine
 Vigilant
Vigilant2 Pagine
 ULTRAChecker
ULTRAChecker2 Pagine
 LEAKChecker
LEAKChecker2 Pagine
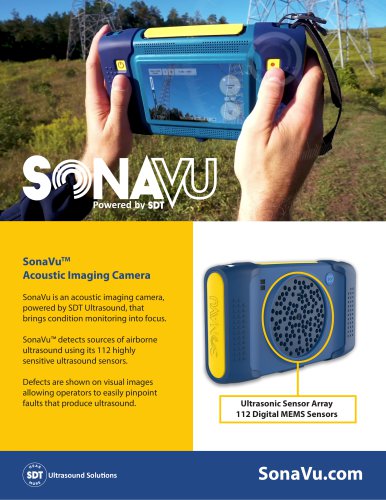 SonaVu
SonaVu2 Pagine
 SHERLOG range
SHERLOG range6 Pagine
 SDT200 Folder
SDT200 Folder2 Pagine
 T-Sonic1
T-Sonic12 Pagine
 HATCHecker
HATCHecker2 Pagine
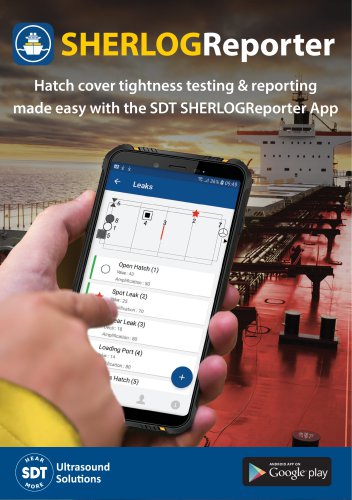 SHERLOGReporter
SHERLOGReporter2 Pagine
 SDT340
SDT3404 Pagine
 SDT270 Folder
SDT270 Folder4 Pagine
- Sensore per nave
- Sensore acustica
- Rivelatore per nave
- Applicazione per barca
- Rivelatore di fughe
- Rivelatore portatile
- Applicazione per smartphone
- Rivelatore ottico
- Applicazione di controllo
- Applicazione di monitoraggio
- Rivelatore ad ultrasuoni
- Sensore magnetica
- Applicazione di gestione
- Applicazione per nave
- Rivelatore per vuoto
- Rivelatore per controllo di tenuta stagna
- Rivelatore per circuito elettrico
- Rivelatore di vie d'acqua